





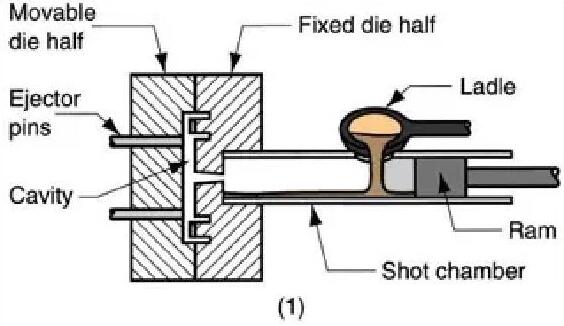
De spuitgietheatsink fan KINGRUN brûkt in kâldkeamer-spuitgietproses dat fertrout op in plas smelten metaal om de matrijs te fieden. In pneumatyske of hydraulysk oandreaune piston twingt smelten metaal yn 'e matrijs.KINGRUN diecast heatsinkswurde primêr produsearre mei aluminiumlegeringen A356, A380, ADC14).
By it meitsjen fan in spuitgietheatsink binne twa helten fan in mal nedich. Ien helte wurdt de "dekselhelte" neamd en de oare wurdt de "útwerperhelte". In skiedingsline wurdt makke op it diel dêr't de twa malhelten byinoar komme. De mal is sa ûntwurpen dat it ôfmakke jitmateriaal fan 'e dekselhelte fan 'e mal glydt en yn 'e útwerperhelte bliuwt as de mal iepene wurdt. De útwerperhelte befettet útwerppinnen om it jitmateriaal út 'e útwerperhelte te drukken. Om skea oan it jitmateriaal te foarkommen, driuwt in útwerperpenplaat sekuer alle pinnen tagelyk en mei deselde krêft út 'e útwerpermatrise. De útwerperpenplaat lûkt de pinnen ek werom nei it útwerpen fan it jitmateriaal om har foar te bereiden op it folgjende skot.
Tapassingsfjild foar heatsink
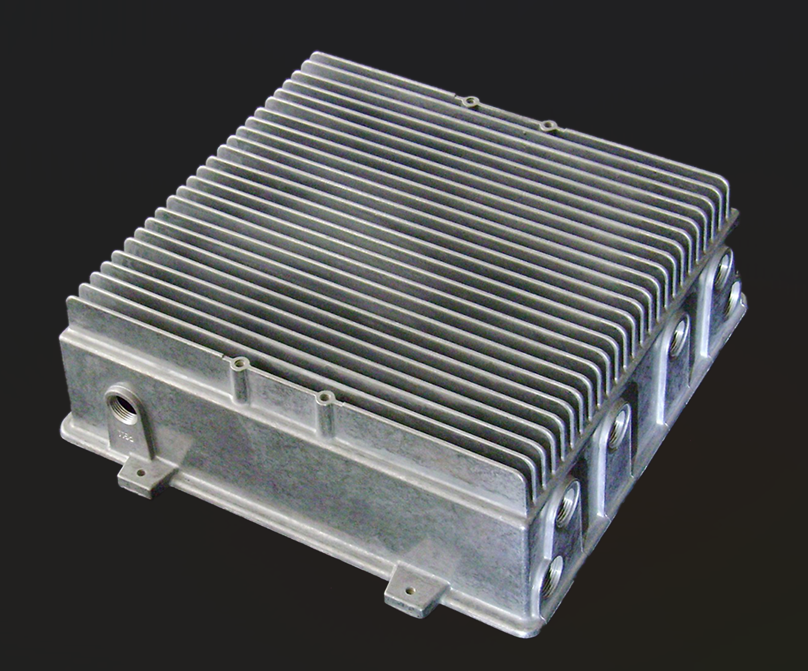
Hege druk diecast heatsinks binne in kosten-effektive opsje foar tapassingen mei hege folume dy't gewichtsgefoelich binne en superieure kosmetyske oerflakkwaliteit of komplekse geometryen fereaskje dy't oars net te berikken binne yn alternative heatsink-produksjemetoaden. Diecast heatsinks wurde produsearre yn hast nettofoarm, fereaskje hast gjin ekstra gearstalling of ferwurking, en kinne ferskille yn kompleksiteit. Diecast heatsinks binne populêr ynAutomotiveen5G telekommunikaasjemerken fanwegen har unike foarm- en gewichtseasken, lykas ek hege produksjebehoeften.
Diecast heatsink castingproses
De folgjende binne de typyske stappen yn it die-castingproses fan KINGRUN:
• Meitsje de Die-mal/mal
• Smeer de matrijs
• Folje de matrijs mei smelten metaal
• Útwurp fan 'e helte fan 'e omslachmatrise
• Skodzje út 'e útwerperhelte
• It oerstallige materiaal ôfsnije en dan slypje
• Poedercoat, ferve of anodisearje de diecast heatsink
Pleatsingstiid: 15 juny 2023




